
قیمت جوشکاری
قیمت جوشکاری به عوامل متعددی بستگی دارد و نمیتوان قیمت ثابتی را برای آن در نظر گرفت. اما در ادامه، به برخی از عوامل موثر بر هزینه و دستمزد جوشکاری میپردازیم. قیمت جوشکاری به سه روش زیر محاسبه می شود:
- بصورت کیلویی : مناسب برای کارهای بزرگ با وزن و حجم زیاد.
- بصورت توافقی یا چکی : مناسب برای کارهای کوچک با وزن و حجم کم.
- بر اساس ریز متره : مناسب برای کارهای دقیق است و از روی نقشه ها بصورت تئوری حساب می شود.
قیمت خدمات ساخت و نصب
| دستمزد | واحد | حداقل (تومان) | حداکثر (تومان) |
|---|---|---|---|
| ساخت سازه های فلزی (سوله، اسکلت) | کیلوگرم | ۲۵,۰۰۰ | ۴۰,۰۰۰ |
| جوشکاری و فیت آپ لوله | روزمزد | ۱,۵۰۰,۰۰۰ | ۸,۰۰۰,۰۰۰ |
| نصب سازه های فلزی (سوله، اسکلت) | کیلوگرم | ۲,۲۰۰ | ۸,۰۰۰ |
ارائه خدمات پیمانکاری جوشکاری
ساخت و نصب پل ، سازه های فلزی ، سوله ، مخازن ، خطوط لوله ، ماشین آلات ، اسکلت فلزی ، قطعات صنعتی ، مشاوره ساخت و نصب اسکلت های فلزی ، سازه های صنعتی، پایپینگ و ……
عوامل موثر بر قیمت تمام شده
اجرت جوشکاری به عوامل مختلفی بستگی دارد که شامل موارد زیر میشود :
1- نوع جوشکاری : روش جوشکاری برق، آرگون (TIG، MIG/MAG، SMAW) و غیره تأثیر زیادی بر هزینه دارد. بطوریکه جوشکاریهایی که دقت و مهارت بیشتری نیاز دارند اجرت بیشتری دارند.
2- جنس و ضخامت فلز : نوع فلزی که قرار است جوش داده شود (فولاد، آلومینیوم، استنلس استیل، یا فلزات خاص) تعیینکننده هزینه است. بطوریکه فلزات سختتر یا آنهایی که آمادهسازی ویژه نیاز دارند (مانند پیشگرمایش یا پاکسازی سطحی)، هزینه بالاتری دارند.
3- طول و حجم و ضخامت جوشکاری : طول و حجم خط جوش یکی از عوامل اصلی محاسبه اجرت است. جوشهای بلندتر و چندپاسه هزینه بیشتری دارند. ضخامت قطعه نیز مهم است؛ قطعات ضخیمتر زمان و مواد بیشتری مصرف میکنند.
4- شرایط کاری : جوشکاری در کارگاه ارزانتر از جوشکاری در محل پروژه است و همچنین شرایط محیطی بسیار موثر است به عنوان مثال اگر جوشکاری در دمای پایین، ارتفاع زیاد، یا محیطهای خطرناک انجام شود، اجرت بالاتری دارد.
5- کیفیت و استاندارد مورد نیاز : جوشهایی که برای تحمل فشار یا دما بالا طراحی شدهاند (مانند مخازن تحت فشار)، پیچیدگی بیشتری دارند و نیاز به آزمونهای کنترل کیفیت مانند تست غیرمخرب (NDT) دارند، لذا هزینه بیشتری خواهند داشت.
6- تجربه و مهارت جوشکار : جوشکاران ماهر با گواهینامههای تخصصی (مانند AWS یا ISO) اجرت بیشتری دریافت میکنند. مهارت بالا معمولاً در پروژههای حساس و دقیق الزامی است.
7- تجهیزات و مواد مصرفی : نوع الکترود، سیم جوش، یا گاز محافظ استفاده شده در فرآیند جوشکاری تأثیر زیادی بر هزینه دارد. تجهیزات خاص (مانند دستگاههای CNC یا جوشکاری رباتیک) میتواند هزینهها را تغییر دهد.
8- زمان و فوریت انجام کار : پروژههایی که نیاز به تحویل سریع دارند و شبانهروزی (Overtime) هستند اجرت بالاتری دارند. مدتزمان لازم برای تکمیل پروژه نیز عامل تعیینکننده است.
9- هزینههای جانبی : آمادهسازی قطعه (تمیزکاری، برشکاری یا پرچ کردن)، هزینههای حملونقل تجهیزات یا قطعات نیز تأثیر زیادی بر هزینه دارند.
10 – موقعیت جغرافیایی : نرخ اجرت در مناطق مختلف متفاوت است؛ در شهرهای بزرگ یا مناطق صنعتی معمولاً بیشتر است. دسترسی به جوشکاران ماهر در مناطق دور افتاده ممکن است باعث افزایش هزینه شود.
نکته: برای تعیین دقیق اجرت، داشتن یک طرح و مشخصات کامل از پروژه بسیار مهم است.
فرمول های محاسبه قیمت جوشکاری
محاسبه اجرت جوشکاری به روشهای مختلفی انجام می شود که در ادامه یک فرمول کلی و روشهای رایج برای تعیین اجرت را بیان می کنیم :
1. فرمول کلی محاسبه اجرت جوشکاری :
| اجرت کل = (طول جوش × نرخ هر سانتیمتر جوش) + (هزینه آمادهسازی + هزینه مواد مصرفی + هزینه حمل و نقل) |
جزئیات فرمول :
- طول جوش: به واحد متر یا سانتیمتر اندازهگیری میشود.
- نرخ هر سانتیمتر جوش: بر اساس نوع فلز، روش جوشکاری و شرایط پروژه تعیین میشود (معمولاً به تومان یا دلار).
- هزینه آمادهسازی: شامل تمیزکاری، برشکاری، یا مونتاژ اولیه قطعات.
- هزینه مواد مصرفی: مانند الکترود، سیم جوش، گاز محافظ، و انرژی برق یا گاز.
- هزینه حمل و نقل: اگر جوشکاری در محل انجام شود، این هزینه نیز اضافه میشود.
2. بر اساس زمان (نرخ ساعتی) :
اگر پروژه به زمان بیشتری نیاز داشته باشد، میتوان هزینه را به صورت ساعتی محاسبه کرد :
| اجرت کل = (نرخ ساعتی جوشکاری × مدتزمان کار) + هزینه های جانبی |
جزئیات فرمول :
- نرخ ساعتی : بسته به مهارت جوشکار، تجهیزات و منطقه جغرافیایی تعیین میشود.
- مدت زمان کار : تعداد ساعات کاری پروژه.
3. محاسبه جوشکاری قطعات خاص :
برای قطعات سنگین مانند سازه فلزی، مخازن، لولهها یا جوش های چند پاسه، ممکن است اجرت بر اساس وزن یا سطح قطعه محاسبه شود :
| اجرت کل = (وزن قطعه (کیلوگرم) × نرخ هر کیلوگرم جوشکاری) + هزینههای جانبی |
نرخ هر کیلوگرم جوشکاری : به مواد و روش جوشکاری بستگی دارد.
4. محاسبه بر اساس روش و متریال مصرفی :
در پروژه هایی که مصرف مواد تأثیر زیادی دارد، از این روش استفاده میشود :
| اجرت کل = (وزن مواد مصرفی × قیمت مواد) + هزینه زمان و کار جوشکاری |
5. محاسبه به ازای هر کیلوگرم :
| اجرت کل به ازای هر کیلوگرم = (هزینه 1) + (هزینه 2) هزینه 1 = (هزینه الکترود) / (فاکتور کارایی) هزینه 2 = (هزینه بالاسری + نیروی انسانی) / ( نرخ مصرف الکترود x فاکتور عملیات) |
فاکتور کارآیی
| فرآیند جوشکاری | درصد کارآیی |
|---|---|
| جوشکاری برق | 60% |
| جوشکاری توپودری | 80% |
| جوشکاری CO2 با گاز CO2 | 90% |
| جوشکاری CO2 با گاز mix | 98% |
| جوشکاری زیر پودری | 100% (شامل فلاکس نمیشود) |
فاکتور عملیات جوشکاری
| روش جوشکاری | درصد فاکتور عملیات |
|---|---|
| جوشکاری دستی (برق و …) | 30% |
| نیمه اتوماتیک (CO2 و …) | 40% |
| اتوماتیک (زیر پودری و …) | 50% |
مثال کاربردی محاسبه اجرت جوشکاری
فرض کنید یک پروژه شامل جوشکاری قطعات فولادی است که مشخصات آن به شرح زیر است :
مشخصات پروژه :
- طول خط جوش : 200 سانتیمتر
- روش جوشکاری : SMAW (جوشکاری برق)
- جنس قطعه : فولاد ساده ST37
- ضخامت فلز : 10 میلیمتر
- نرخ هر سانتیمتر جوشکاری : 800 تومان
- هزینه آماده سازی (تمیزکاری و مونتاژ) : 300,000 تومان
مواد مصرفی :
- وزن الکترود مصرفی : 2 کیلوگرم
- قیمت هر کیلوگرم الکترود : 120,000 تومان
- هزینه حمل و نقل تجهیزات به محل پروژه : 100,000 تومان
محاسبه اجرت :
هزینه طول جوشکاری :
هزینه طول جوشکاری = طول خط جوش × نرخ هر سانتیمتر
160.000 تومان = 800 × 200 = هزینه طول جوشکاری
هزینه مواد مصرفی :
هزینه مواد مصرفی = وزن الکترود مصرفی × قیمت هر کیلوگرم الکترود
240.000 تومان = 120.000 × 2 = هزینه مواد مصرفی
هزینه کل :
اجرت کل = هزینه طول جوشکاری + هزینه آمادهسازی + هزینه مواد مصرفی + هزینه حمل و نقل
800.000 تومان = 100.000 + 240.000 + 300.000 + 160.000 = هزینه مواد مصرفی
نتیجه :
اجرت کل جوشکاری برای این پروژه 800,000 تومان است.
نکات :
اگر شرایط خاصی مانند محیط دشوار یا زمان محدود وجود داشته باشد، میتوان درصدی به اجرت اضافه کرد.
در صورت استفاده از جوش چند پاسه یا روش های دیگر (مانند TIG)، نرخ هر سانتیمتر بالاتر خواهد بود.
محاسبه ضریب بالاسری
در آنالیز قیمت پروژه ها، صرفاً عوامل (مصالح، نیروی انسانی، ماشین آلات و حمل و نقل) دخیل هستند ولی در واقعیت، اجرای پروژه ها هزینههای دیگری نیز در پی دارند. اعمال ضریب بالاسری برای در نظر گرفتن این هزینهها پیشنهاد شده است.
ضریب بالاسری پروژه های عمرانی ۱٫۳۰ و ضریب بالاسری پروژه های غیر عمرانی ۱٫۴۱ در نظر گرفته میشود.
اختلاف مابین دو ضریب به تفاوت مسئولیت پرداخت سهم بیمه در طرح های عمرانی و غیر عمرانی مربوط است. یک نمونه از آنالیز و محاسبه ضریب بالاسری برای طرح های عمرانی و غیر عمرانی بصورت زیر است.
| آناليز ضریب بالاسري پروژه های عمرانی | آناليز ضریب بالاسري پروژه های غیر عمرانی |
|---|---|
| سود ۸ درصد | سود ۸ درصد |
| ماليات بر سود ۱ درصد | ماليات بر سود ۱ درصد |
| بيمه طرحهاي عمراني ۱٫۶ درصد | بيمه طرحهاي غیر عمراني ۷٫۷۸ درصد |
| هزينه دفتر مركزي ۲٫۵ درصد | هزينه دفتر مركزي ۲٫۵ درصد |
| هزينه مستمر كارگاه ۸ درصد | هزينه مستمر كارگاه ۸ درصد |
| هزينه ضمانتنامه ۱٫۵ درصد | هزينه ضمانتنامه ۱٫۵ درصد |
| هزينه آزمايشگاه پيمانكار ۰٫۲ درصد | هزينه آزمايشگاه پيمانكار ۰٫۲ درصد |
| كمك به صندوق كارآموزي ۰٫۲ درصد | كمك به صندوق كارآموزي ۰٫۲ درصد |
| جمع ۲۳ درصد | جمع ۲۹٫۲ درصد |
| ضريب بالاسري : ۱٫۳۰ | ضريب بالاسري :۱٫۴۱ |
لازم به توضیح است که نحوه محاسبه ضرایب بالاسری در اسناد مختلف به روش های متفاوتی بیان شده است. برای مثال، براساس “کتابچه راهنمای مهندسین ناظر” که از سوی دفتر توسعه منابع انسانی بخش حمل و نقل وزارت راه و ترابری منتشر شده است، هزینه های بالاسری به شرح ذیل تفکیک گردیده است.
| آناليز ضریب بالاسري | مقدار (درصد) |
|---|---|
| سود | ۱۰ درصد |
| مالیات | ۵ درصد |
| بیمه کار | ۰٫۵ درصد |
| عوارض معادن | ۰٫۱ درصد |
| هزینه مستمر کارگاه | ۶ درصد |
| هزینه دفتر مرکزی | ۲٫۵ درصد |
| هزینه ضمانت نامه | ۱٫۳ درصد |
| بیمه طرح های عمرانی | ۱٫۶ درصد |
| هزینه کسور وجه الضمان | ۱ درصد |
| هزینه های پیش بینی نشده | ۲ درصد |
| ضريب بالاسري : | ۱٫۳۰ |
بدیهی است که فرضیات درنظر گرفته شده در این محاسبات قدیمی بوده و بعضاْ تغییر یافته اند.
جوشکاری ( Welding )

جوشکاری ( Welding ) یکی از روشهای ساخت می باشد که هدف آن اتصال دائمی مواد مهندسی از قبیل فلز، سرامیک، پلیمر و کامپوزیت به یکدیگر است؛ و این کار معمولاً از طریق ایجاد حرارت بالا و ذوب ماده و سپس سرد کردن برای ایجاد جوش انجام می شود. جوشکاری با روشهای اتصال دمای پایین تری مانند لحیم کاری نرم ( Soldering ) و لحیم کاری سخت ( Brazing ) که در آنها فلز پایه ذوب نمیشود، تفاوت دارد.
در جوشکاری علاوه بر ذوب فلز پایه، معمولاً از یک ماده به عنوان پرکننده نقطه اتصال ( Filler ) استفاده می شود تا حوضچه ای از مواد مذاب ایجاد گردد که پس از خنک شدن و ایجاد اتصال می تواند از فلز یا ماده پایه نیز قوی تر باشد. همچنین ممکن است از فشار در کنار گرما یا به تنهایی برای تولید جوش استفاده گردد. ضمناً در جوشکاری به نوعی محافظ برای حفاظت از فلزات پرکننده یا فلزات ذوب شده در برابر اکسید شدن یا آلودگی نیاز است.
برای ایجاد حرارت مورد نیاز جوشکاری از منابع انرژی متعددی می توان استفاده کرد، از قبیل: شعله گاز، قوس الکتریکی، لیزر، پرتوی الکترون، اصطکاک، و امواج مافوق صوت. همچنین جوشکاری در محیط های صنعتی مختلفی قابل اجراست از قبیل: هوای آزاد، جوشکاری زیر آب، و خارج از اتمسفر زمین. جوشکاری یک کار خطرناک است و برای جلوگیری از سوختگی، شوک الکتریکی، آسیب چشمی و دید، استنشاق گازهای سمی و دود و قرار گرفتن در معرض اشعه ماوراء بنفش شدید، نیاز به احتیاط می باشد.
انواع روش های جوشکاری
جوشکاری یکی از مهمترین فرآیندهای اتصال در صنعت می باشد که به وسیله آن مواد همجنس یا غیر همجنس به یکدیگر جوش داده می شوند. به همین دلیل در این صنعت نیاز مبرم به استفاده از جوشکارهای ماهر می باشد.
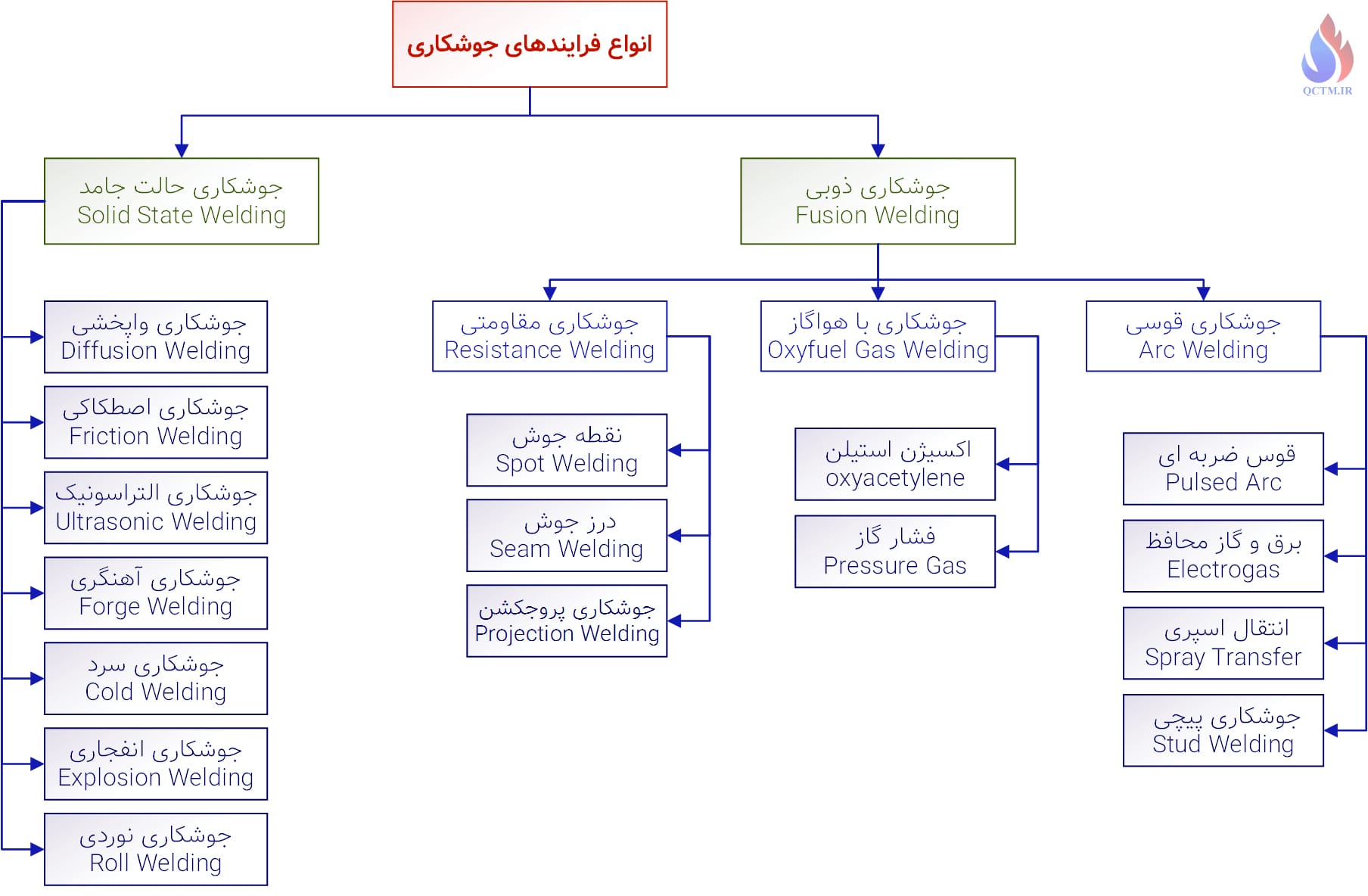
- جوشکاری اصطحکاکی یا SOLID STATE WELDING (SSW)
- (CEW) COEXTRUSION WELDING
- (CW) COLD WELDING
- (DFW) DIFFUSION WELDING
- (EXW) EXPLOSION WELDING
- (FOW) FORGE WELDING
- (FRW) FRICTION WELDING
- (HPW) HOT PRESSURE WELDING
- (ROW) ROLL WELDING
- (USW) ULTRASONIC WELDING
- جوشکاری قوسی یا (AW) ARC WELDING
- (GMAW) GAS METAL ARC WELDING
- (GMAW-P) GAS METAL ARC WELDING – PULSED ARC
- (GMAW-S) GAS METAL ARC WELDING – SHORT CIRCUITING ARC
- (GTAW) GAS TUNGSTEN ARC WELDING
- (GTAW-P) GAS TUNGSTEN ARC WELDING – PULSED ARC
- (PAW) PLASMA ARC WELDING
- (SMAW) SHIELDED METAL ARC WELDING
- (SW) STUD ARC WELDING
- (SAW) SUBMERGED ARC WELDING
- (SAW-S) SUBMERGED ARC WELDING – SERIES
- (SAW-T) SUBMERGED ARC WELDING – TANDEM
- (AHW) ATOMIC HYDROGEN WELDING
- (BMAW) BARE METAL ARC WELDING
- (CAW) CARBON ARC WELDING
- (CAW-G) CARBON ARC WELDING – GAS
- (CAW-S) CARBON ARC WELDING – SHIELDED
- (CAW-T) CARBON ARC WELDING – TWIN
- (EGW) ELECTROGAS WELDING
- (FCAW) FLUX CORED ARC WELDING
- جوشکاری با گاز یا (OFW) OXYFUEL GAS WELDING
- (AAW) AIR ACETYLENE WELDING
- (OAW) OXYACETYLENE ARC WELDING
- (OHW) OXYHYDROGEN WELDING
- (PGW) PRESSURE GAS WELDING
- جوشکاری مقاومتی (RW) RESISTANCE WELDING
- (FW) FLASH WELDING
- (HFRW) HIGH FREQUENCY RESISTANCE WELDING
- (PEW) PERCUSSION WELDING
- (PRW) PROJECTION WELDING
- (RSEW) RESISTANCE SEAM WELDING
- (RSW) RESISTANCE SPOT WELDING
- (UW) UPSET WELDING
- سایر روش های جوشکاری OTHER WELDING
- (EBW) ELECTRON BEAM WELDING
- (EBW-HV) ELECTRON BEAM WELDING – HIGH VACUUM
- (EBW-MW) ELECTRON BEAM WELDING – MEDIUM VACUUM
- (EBW-NV) ELECTRON BEAM WELDING – NON VACUUM
- (ESSW) ELECTROSLAG WELDING
- (FLOW) FLOW WELDING
- (IW) INDUCTION WELDING
- (LBW) LASER BEAM WELDING
- (TW) THERMIT WELDING
کاربردهای جوشکاری

۱- اتصال قطعات زینتی، پزشکی، مهندسی، هنری و … (مانند لوسترها، مجسمه ها، درب پنی سیلین، پلاتین های داخل بدن، بویلرها، خطوط لوله، مخازن تحت فشار، برج های پالایشگاهی، ساختمان ها و …)
۲- بازسازی عیوب قطعات در حال تولید با فرآیند ریخته گری یا ماشین کاری شده (در اکثر قطعات تولید شده عیوب مشاهده می شود که برخی از قطعات را به علت بزرگ بودن ابعاد و حجم شان و برخی دیگر از قطعات را بدلیل گران بودن مواد اولیه و هزینه تولیدشان نمی توان ضایعات کرد. لذا جهت تعمیر اقتصادی این قطعات از روش های مختلف جوشکاری استفاده می شود)
۳- بازسازی و بهبود قطعات مستهلک و فرسوده شده (در برخی موارد امکان خرید یا ساخت قطعات مختلف در صنعت وجود ندارد، بنابراین ترجیح به تعمیر این قطعات توسط جوشکاری بسیار بالا است)
۴- بهبود خواص موضعی در تولید قطعات نو (در بعضی از قطعات صنعتی سطح قطعه می بایست سخت و مقاوم به سایش و خوردگی باشد ولی درون قطعه باید نرم و چقرمه باشد که برای رسیدن به این امر از روکشکاری توسط جوشکاری استفاده می شود و مثال هایی دیگر …)
جستجوهای متداول کاربران اینترنتی درباره جوشکاری
لیست قیمت اتحادیه جوشکاری ، نحوه محاسبه دستمزد جوشکاری ، لیست قیمت دستمزد جوشکاری ، قیمت جوشکاری ساعتی ، قیمت جوشکاری اسکلت کیلویی ، قیمت جوشکاری آرگون ، قیمت جوشکاری شیروانی ، اجرت جوشکاری پروفیل ، قیمت جوشکاری شاسی ، قیمت جوشکاری لوله پلی اتیلن ، قیمت جوشکاری لوله مسی ، قیمت جوشکاری وال پست و …
جهت هر گونه درخواست و مشاوره رایگان با شماره تلفن های زیر تماس حاصل فرمایید.
| تلفن : ۳۰۸ ۳۰۷ ۹۱ – ۰۲۱ موبایل : ۱۰ ۸۰ ۶۴۵ ۰۹۱۲ |




سلام دستمزد نبشی وآرماتور کشی بدون نصب رابیتس برای زیر کار نمای سنگ چقدر هست.هر از ۶۰ سانت بیس پلیت میخوره ۴تا رول بلت میخوره به بتن ۱۵ سانت فاصله باکس ها هست این رو چه جوری قیمت بدم لطفا راهنمایی کنید
خیلی خوبه
درود وقتتون بخیر
اجرت تعمیر تانکر آبرسانی حدود 8 متر ورق و دو بسته قلم جوش 3 مصرف کردم
البته ورق ها رو خودش خریده
زمان کار هم حدودا 20 ساعت وقت برده
سپاسگزارم
ساعتی ۴۰۰
سلام وقت بخیر ، ببخشید قیمت ساخت میز کار و نیمکت به چه صورت محاسبه میشه ؟
سلام جوشکارنبشی کشی داخلی ونما سرویس پله روابیس کاری اسکلت درب پنجره وغیره
با سلام وخسته نباشید خدمت شما.بنده دیروز با سایت شما بطور اتفاقی آشنا شدم و خیلی کیف کردم که در زمینه جوشکاری هم میتونیم از راهکارهای جدید مطلع بشیم .انشا…موفق باشید.
سلام جناب من به مشکلی خوردم وحدود قیمتی پاپینگ در سال های ۸۵ و قیمت مدول های هارپ در همان سال را حدودا میخوام میتونید کمک کنید ؟؟
سلام دوست عزیز
ممنون از اینکه سایت ما را دنبال می کنید.
متاسفانه به قیمت های گذشته دسترسی نداریم.
سلام اینجانب با داشتن سابقه 15سال تمامی جوشکاری و ساخت اتاق و ادوات کشاورزی درخدمت هستم اینجانب کارگاه جوشکاری دارم دارای مدرک بین المللی در زمینه ساخت دستگاه های صنعتی با نقشه مهندسی با دقت بالا آماده هستم
پیمانکار هم هستم صفر تا صد ساختمان سازی تا مهندس نقشه کش هم دارم ممنونم
مهندس گنجی
09120927505
شهریار اسماعیلی شهرستان آبیک
جوشکاری اسکلت فلزی و شیروانی
تلفن 09351495107
مقاوم سازی فلزی هم انجام میدیم
سلام اینجانب جوشکار برق هستم درضمن جوش زیرپودری وجوش co2روهم بلدم اسکلت وسرسازی.حلب وناودون.درب حیاط.آلاچیق.میلگردورابیس.نرده حفاظ.ویلا.سوله.جوشکاری مخزن شوفاژ.ابگرمکن. نماکاری دورساختمان و….. 09117920095دوستی
با سلام اینجانب کارگاه جوشکاری دارم دارای مدرک بین المللی جوش با بیست سال سابقه در زمینه ساخت دستگاه های صنعتی با نقشه مهندسی با دقت بالا آماده انجام کارهای جوشکاری به صورت عمده و جزیی یا علی مدد. 09054969774
جوشکار آرگون هستم با مدرک بین المللی در اسلامشهر و تهران .09301296322
سلام جوشکاردرجه 1برق وco2هستم آما ه همکاری09309043004
سلام من ساختمان ۲ طبقه با زیربنای ۱۲۰ متر سقف چهار شیب چهل درصد زدم همچی هم من خریدم.جوشکار گفت ۳ تن اهن برد.۲تا کار گر داشت ۲ هفته طول کشید تفریبن کیلویی حساب کرد حلب دور سقفم جوش داد یه هشتی زد یه پاکتی برا ایوان لطف کنین دستموزن چقدر میشه ۹۵ میلیون ازم گرفت
بد ازت نگرفته خوب گرفته خدایی ۱۲۰متر چهارشیب متری پونصد بدون هیچی همه کارفرما بگیره از آدم میگیرن